Looking for an industrial adhesive converter for custom die-cutting — technical labels, masking, gaskets or structural bonding — and not sure which criteria to use to evaluate suppliers?
Behind every silent industrial assembly lies an often underestimated decision: the choice of the converter who transformed the material. A gasket that doesn’t leak, a label that withstands 150 °C, a masking part that peels off cleanly after surface treatment — it all starts there.
An industrial adhesive converter is not a tape distributor. It’s a transformation subcontractor that receives a flexible material in roll form and delivers parts ready to apply on your line — compliant with your tolerances and packaged to fit your process.
The difference between a good and a poor converter often lies in what you can’t see: tooling precision, access to the right materials, and the ability to deliver identical parts three years down the line.
This article gives you the tools to evaluate an industrial adhesive converter on concrete criteria — whether you’re a buyer, a design engineer or a quality manager — before launching a prototype or production project.

Overview of an adhesive converting workshop
1. Raw tape vs. converted part: why the distinction is fundamental
What “converting” actually means
A roll of double-sided tape or technical foam is a semi-finished good. It doesn’t match any specific industrial need until it has been converted. Converting covers four main operations:
- Rotary or flatbed die-cutting: production of custom shapes (gaskets, washers, pads, complex contours) from rolls, with tolerances down to ±0.1 mm for the most critical parts.
- Laminating: bonding multiple layers of different materials — foam, barrier film, double-sided adhesive — to create a composite material with combined properties.
- Custom packaging: parts delivered on rolls, on liner, flat-packed in boxes, or as kits per workstation according to your application process.
- Adhesive coating: applying an adhesive layer to one side of a non-adhesive part (foam, felt, film) to create a self-adhesive component ready to bond.
Each of these operations requires dedicated equipment, deep material know-how, and tolerance control — none of which generalist distributors can offer.
Real gains for your production line
Switching from raw tape to converted parts isn’t a luxury. It’s a measurable productivity lever:
- Elimination of manual cutting on the line: no wasted motion, no offcuts, no operator variability.
- Direct application in seconds, where it previously took 30 seconds of cutting plus 10 seconds of placement.
- Guaranteed geometric repeatability: same part, same dimensions, same adhesive coverage — order after order.
- Reduced material inventory on the customer side: you order finished parts, not linear meters of tape to manage.
Adhesive converting shifts the value-added work from your supplier upstream — and off your line. It’s not an extra step. It’s one fewer step in your process.
2. The 4 main families of die-cut adhesive parts

Sorts of products made by ATE
1. Adhesive sealing gaskets (PU, EPDM, silicone foams)
Die-cut sealing gaskets are the most widespread family in industry. They create barriers against water, dust, vibration or gases between two mating surfaces — directly bondable, with no additional adhesive needed.
The most common materials in adhesive converting:
- Polyurethane (PU) foam: soft, lightweight, good compression — general applications, electronics, automotive.
- EPDM cellular foam: resistant to UV, water and extreme temperatures (–40 °C to +120 °C) — outdoor applications, façades, industrial enclosures.
- Expanded silicone: thermal resistance up to +200 °C, chemically inert — industrial ovens, medical, food processing.
- 3M technical foams (VHB, 4200, 4500 series): combined high-performance mechanical and sealing properties.
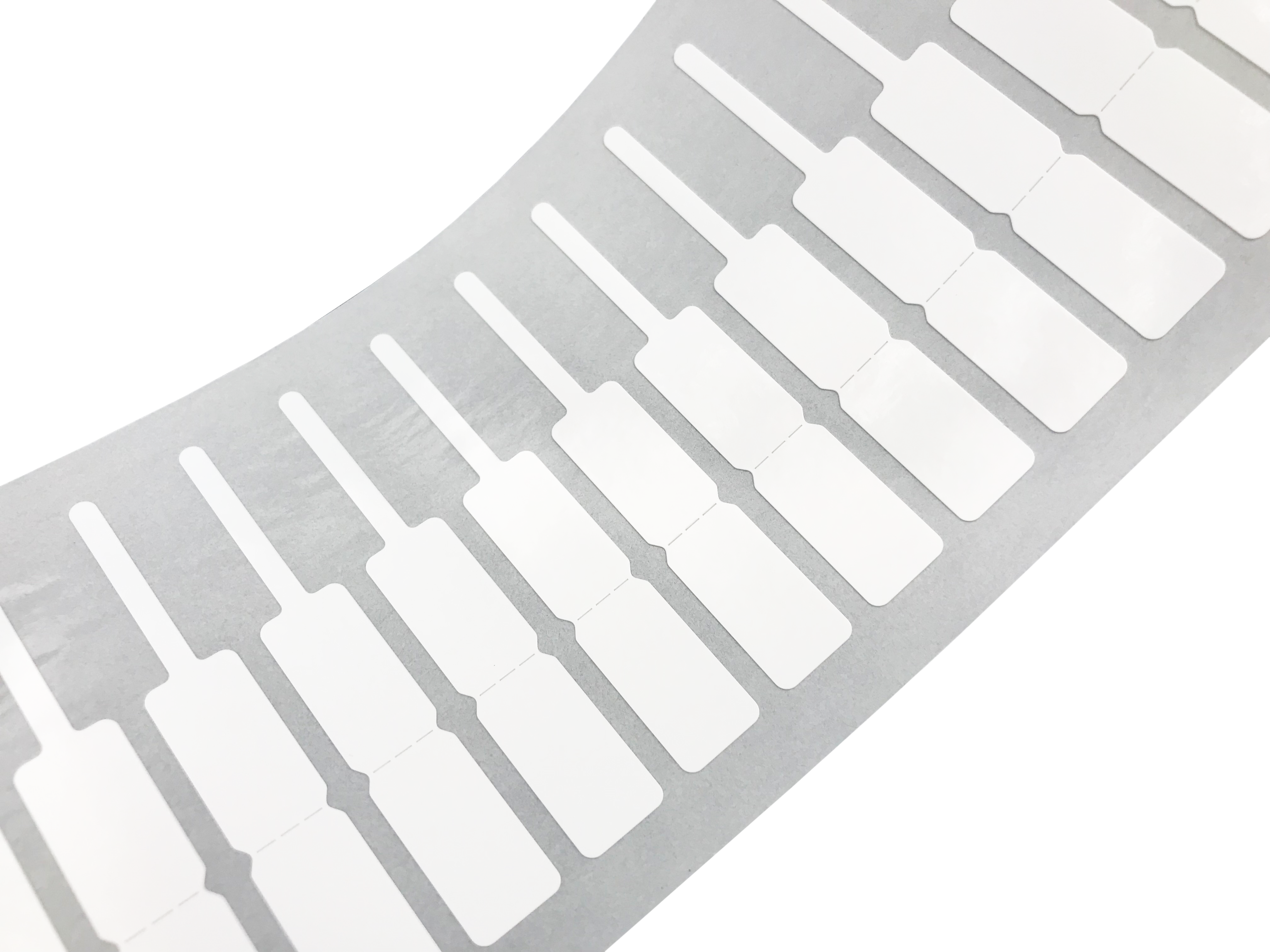
2. Technical labels and permanent markings
A technical label is not an office label. It’s a complete system — substrate + ink + adhesive — engineered to survive a harsh environment defined by the customer: engine oil immersion, prolonged UV exposure, repeated thermal cycling, steam sterilization, aggressive chemicals.
- Polyester (PET): chemical and dimensional resistance, long-term legibility — the automotive and electronics industry standard.
- Polypropylene (PP) and polyethylene (PE): good cost-to-performance ratio for general applications.
- Specialty films: anodized aluminum, polyimide (Kapton®) for high temperatures, PTFE for aggressive chemical environments.
| PET | PP/PE | Films spéciaux |
 |
 |
 |
Adhesive selection is as critical as substrate choice: a high-performance permanent acrylic adhesive does not behave like a repositionable adhesive or a high-temperature 9000-series adhesive.
3. Masking parts and surface protection
Masking parts protect a surface during a treatment (painting, sandblasting, heat treatment, PVD coating), then peel off cleanly without leaving residue. They replace manual masking with unmatched precision and repeatability.
Key technical challenges of industrial masking:
- Resistance to process temperatures (paint curing: 80–200 °C depending on finish).
- No adhesive residue after removal.
- Edge integrity with no infiltration.
- Packaging that supports fast operator application (tabbed liner, pre-cut roll).
4. Structural bonding (VHB, high-performance double-sided tapes)
Structural adhesive replaces mechanical fastening (screws, rivets, welding) in assemblies where aesthetics, weight reduction or load distribution are critical. 3M VHB (Very High Bond) tapes are the industry benchmark, capable of withstanding tens of kg/cm² in shear.
Applications span many industries: glass-to-frame bonding, body panel assembly, electronics mounted on heat sinks, decorative panels on building façades.

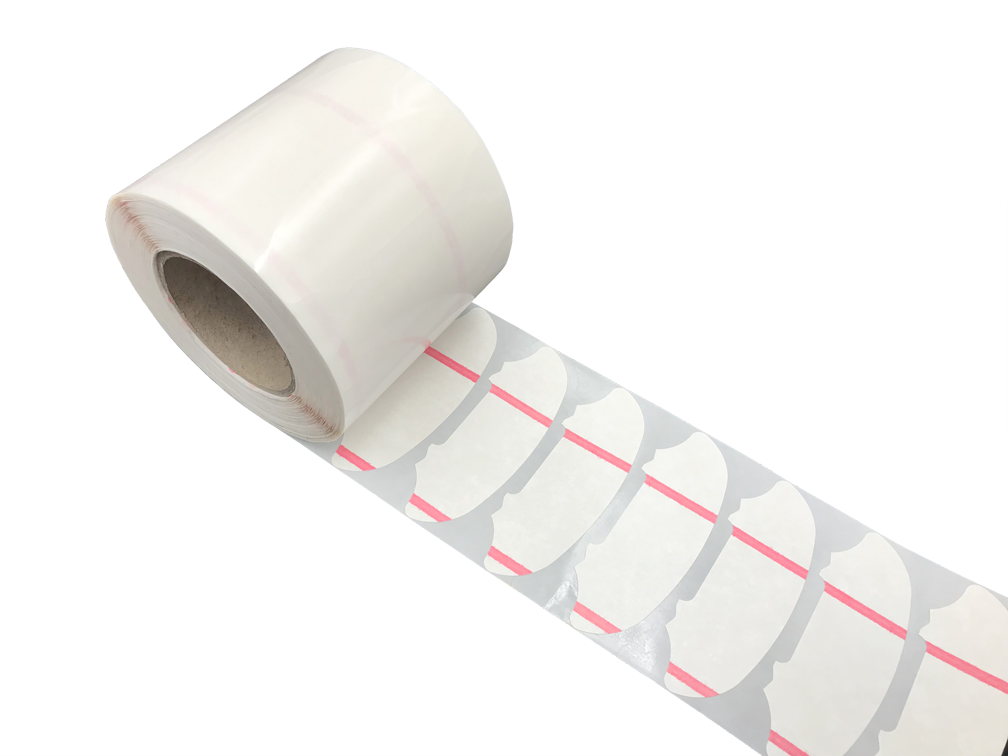
Custom die-cut adhesive part with protective liner
3. 7 criteria to evaluate an industrial adhesive converter
These criteria help you distinguish a converter who can deliver consistently over time from an opportunistic transformer — regardless of your company’s size or industry.
Criterion 1 — In-house rotary tooling capability
Rotary die-cutting is the reference technology for series production: high speed, repeatability, low cost per part. However, most converters outsource tool manufacturing (engraved cylinders or flexible dies) to external specialists — which means 4 to 8 weeks lead time for a first tool, and back-and-forth iterations whenever a dimension needs adjusting.
A converter who manufactures tooling in-house changes the equation entirely:
- First tool lead time reduced to 1–2 weeks.
- Dimensional adjustments handled in-house, with no supplier turnaround.
- Direct knowledge of tool-to-material behavior, improving cutting precision.
- Optimized tooling cost — no margin on outsourced services.
Question to ask your converter: “Do you manufacture your rotary tooling in-house, or do you outsource it?” The answer directly impacts your production timeline and your agility when design changes come up.
Criterion 2 — Access to technical raw materials
Not all converters have access to the same materials. A generalist distributor offers what it stocks. A converter partnered with 3M, Nitto, tesa or Avery Dennison has access to the full range — including technical references not available through standard distribution channels.
The 3M Preferred Converter status is granted to only a handful of companies in France. It guarantees:
- Access to 100% of the 3M range, including high-performance products in the Industrial Adhesives & Tapes series.
- A dedicated 3M technical contact for complex projects (formulation, validation, material substitution).
- Manufacturer lot traceability on delivered materials — essential for certified industries.
Criterion 3 — Quality certifications aligned with your industry
A quality certification is not a marketing stamp — it’s a management system that structures the converter’s process and guarantees your part will be produced the same way for order #1 and order #500.
- IATF 16949: mandatory for any automotive supply chain supplier. Requires process control, non-conformity management, full traceability.
- ISO 9001: the universal baseline of quality management, applicable across all sectors.
- ISO 14001: environmental management — increasingly required in industrial tenders and CSR processes.
- ISO 45001: occupational health and safety — an indicator of industrial site maturity.
- UL: electrical safety and fire certification — required for certain electronics and energy applications targeting the North American market.
Criterion 4 — Ability to handle controlled environments (cleanrooms)
Some applications require manufacturing conditions that most converters simply cannot offer. The most common case: cleanroom production.
An ISO 7 cleanroom guarantees fewer than 352,000 particles ≥ 0.5 µm per m³ of air — an environment 1,000 times cleaner than a standard office. Essential for medical devices, analytical sensors and optical components. Read the article about this subject.
Also ask whether the converter has metrology equipment to inspect parts dimensionally. A metrology system (optical or contact-based) is your guarantee of compliance dimension by dimension — not just visually.
Criterion 5 — Packaging and integration into your process
An adhesive part that’s technically perfect can become an operational headache if its packaging isn’t suited to your workstation. An industrial converter should be able to offer:
- Parts on roll with liner: ideal for automated or semi-automated workstations.
- Flat–packed parts in bags: suited to small runs or fragile parts.
- Parts with pull–tab liners: simplifies manual placement, reduces operator errors.
- Kit packaging per workstation: each station receives exactly the parts needed for its sequence — zero intermediate inventory.
Criterion 6 — Traceability and non-conformity management
In certified industries (automotive, medical, aerospace), traceability is not optional. Verify that the converter can provide:

Criterion 7 — Prototype responsiveness and series lead times
Every project starts with a prototype. The converter’s ability to quickly deliver a first sample — without a dedicated tool, typically via waterjet or laser cutting — is critical to your product development timeline.
Then the transition to series production must be seamless: same converter, same material, same process. Switching suppliers between prototype and series is a recipe for dimensional drift and material behavior issues.
4. Comparison table — Standard converter vs. specialized converter
| Criterion | Standard converter | Specialized converter (e.g. ATE) |
| Rotaty tooling | Outsourced – 4 to 8 weekds lead time | In-house – 1 to 2 weeks lead time |
| Access to 3M materials | Standard distribution range | Preferred Converter – full range |
| Quality certifications | ISO 9001 | IATF 16949, ISO 14001, ISO 45001 |
| Cleanroom capability | Not available | ISO 7 available for critical parts |
| Prototype to series | Separate processes, long lead times | Process continuity, same tool |
| Technical support | Sales only | Engineering + material manufacturer support |
5. Case study — Industrializing a Nomex® phase insulator for an automotive electric motor
Custom die-cut Nomex phase insulator
Customer context
An automotive supplier produces electric motors for series production vehicles. The phase insulator — a Nomex® isolation part placed between the phases of the stator winding — was previously positioned and bonded manually by a dedicated team of operators. This manual approach created significant variability in the bonding (positioning, adhesive dosing, pressure), recurring quality defects, and a bottleneck on the winding line.
Diagnosis
The audit conducted jointly with the customer’s engineering team identified three structural root causes:
- Manual placement involves operator-applied liquid adhesive — variable in quantity, distribution and cure time depending on ambient conditions.
- The bare (non-adhesive-backed) Nomex® part required a dedicated bonding station upstream of the winding line, permanently tying up a full team of operators.
- The absence of a reproducible dimensional reference for positioning the part in the stator slot generated rework and rejects at final inspection.
Solution implemented
- Upstream adhesive coating by the converter: the Nomex® phase insulator is now delivered pre-coated with a pressure-sensitive adhesive (PSA) qualified for the operating temperatures of the electric motor. The operator (or robot) simply removes the liner and positions the part.
- Custom die-cutting to the exact shape of the stator slot, with controlled dimensional tolerances enabling direct integration into the automated winding line.
- Workstation-adapted packaging: flat-packed parts on liner with pull-tab, or roll format depending on the application method (residual manual or robotic placement).
- Joint validation with the material manufacturer (DuPont, Nomex®) and process qualification under the customer’s PPAP framework.
Result
The manual bonding station was eliminated entirely: the dedicated team was redeployed to higher value-added operations. Bonding variability was removed, adhesive-related quality defects significantly reduced, and the winding line cadence increased thanks to the removal of the upstream bonding step.
What this case illustrates: A converter doesn’t just supply a part — it shifts an entire operation (bonding) off the customer’s line. For manufacturers ramping up in electric mobility, outsourcing adhesive application to a specialized converter means freeing up human and machine capacity for the core business: winding and motor assembly.
6. What “3M Preferred Converter” status actually means
3M produces thousands of adhesive and technical material references. Not all of them are available through standard distribution channels. The 3M Preferred Converter program selects a very limited number of converters meeting strict criteria for process quality, volume and technical competence.
Access to the full range, including non-distributed references
- High-performance VHB series (4910, 4950, 5952…) in all thicknesses.
- High-temperature 9000-series adhesives for thermally demanding applications.
- Acoustic technical foams, barrier films, breathable membranes.
- Electrically and thermally conductive adhesives for EMC and thermal management applications.
Direct 3M technical support: formulation, testing, validation
Beyond materials, a Preferred Converter has direct access to 3M application engineers for joint development projects: selecting a material for a new application, accelerated aging tests, PPAP validation, or regulatory qualification dossiers.
For the industrial customer, this means a complete technical chain with no intermediary: the converter understands your need, manufactures the part, and can leverage the material manufacturer’s expertise to validate the solution.
7. How to launch a custom adhesive part project
What to prepare before the first contact
The more precise your initial specification, the faster you’ll get a usable prototype. Here’s the minimum to have on hand:
- Shape and dimensions: a dimensioned DXF or PDF drawing is ideal. Otherwise, a description with key dimensions (length × width × thickness, corner radii).
- Material requested — or the function expected: sealing, vibration damping, masking, structural bonding.
- Operating environment: maximum temperature, chemical exposure, expected service life, application conditions (manual, robotic, oven).
- Volumes and cadence: prototypes (5–20 parts), pre-series (100–500 parts), series (monthly volumes).
- Packaging constraints: roll, bag, specific liner, kit per station.
If you don’t have all this information, a good converter will ask the right questions. But the more you bring, the faster and more relevant the response will be.
From prototype to series: lead times and tooling
| Stage | Technology | Lead time | Objective |
| Tool-less prototype | Waterjet / laser | 3 to 7 business days | Valdiate shape and material |
| Validation & adjustment | Re-prototyping if needed | Included | Finalize the drawing |
| Rotaty tool + first run | In-house manufacturing | 2 to 4 weeks | Move to series production |
| Series re-order | Existing tool | 5 to 15 business days | Depending on volume & stock |
The tooling investment is amortized within a few thousand parts depending on unit price. For low-volume but recurring projects, some converters offer shared or leased tooling solutions.
8. FAQ — Questions buyers and design engineers commonly ask
What’s the difference between an adhesive converter and a tape distributor?
A distributor sells standard rolls. A converter transforms those materials into custom parts — die-cutting, laminating, packaging — to deliver a component ready to integrate into your process. The value-added work is in the transformation, not the raw material.
What is a 3M Preferred Converter and why does it matter?
It’s a status granted by 3M to a very limited number of converters (only four in France) who have proven their process quality and technical competence. It guarantees access to the entire 3M range — including non-distributed references — and direct technical support from 3M engineers.
What are typical lead times for a custom die-cut adhesive part?
For a tool-less prototype: 3 to 7 business days. For series production with an in-house manufactured rotary tool: 2 to 4 weeks from order to first delivery. Re-orders on existing tooling generally take 5 to 15 business days.
Can I run a small batch before investing in a rotary tool?
Yes. Waterjet or laser cutting can produce small batches (from a few parts to a few hundred) without dedicated tooling. It’s the right approach to validate a product in development, respond to an urgent need, or test multiple material options before finalizing a drawing.
Is a cleanroom really necessary for medical parts?
It depends on your application and your medical device classification. For parts in direct contact with patients or integrated into a sterile environment, production in an ISO 7 cleanroom is often required by your quality system or your customer. Ask your converter whether it offers this capability and under which standard.
How can a converter help me if I don’t know which material I need?
That’s precisely the role of technical support. By describing your application (environment, constraints, service life, application process), an experienced converter can recommend the right material, propose samples to test, and support you through validation. You don’t need to arrive with a product reference — you arrive with a need.
Conclusion
Choosing an industrial adhesive converter isn’t about comparing prices per linear meter. It’s about choosing an industrial partner who understands your process, who can select the right material from a catalog of thousands of references, who can produce parts that meet your tolerances over time, and who can respond quickly when your needs evolve.
The 7 criteria covered in this article form an evaluation framework that applies to any project: in-house tooling, material access, certifications, controlled-environment capabilities, packaging, traceability, responsiveness.
If you have an active project — a prototype to qualify, a series to launch, a material issue to solve — the first step is a technical conversation.
About ATE — Alsace Techniques Étiquetage
Founded in 1989 and based in Alsace, France, ATE is an industrial converter certified IATF 16949, ISO 14001 and ISO 45001, operating an ISO 7 cleanroom. ATE is one of only four 3M Preferred Converters in France and operates Rototechnix, its in-house rotary tooling subsidiary. ATE serves more than 300 customers in 23 countries across the automotive, medical, electronics, energy and general industry sectors.