Vous cherchez un converter adhésif industriel pour une découpe sur mesure — étiquette technique, masquage, joint ou assemblage structural — et vous ne savez pas sur quels critères vous appuyer ?
Derrière chaque assemblage industriel silencieux se cache une décision souvent sous-estimée : le choix du converter qui a transformé la matière. Un joint d’étanchéité qui ne fuit pas, une étiquette qui résiste à 150 °C, une pièce de masquage retirée proprement après traitement de surface — tout commence là.
Un converter industriel n’est pas un distributeur de rubans adhésifs. C’est un sous-traitant de transformation qui reçoit une matière souple en bobine et vous livre une pièce prête à poser sur votre ligne, conforme à vos tolérances, conditionnée selon votre process.
La différence entre un bon et un mauvais converter, c’est souvent ce qu’on ne voit pas : la précision de l’outillage, l’accès aux bonnes matières, la capacité à reproduire à l’identique au bout de trois ans.
Cet article vous donne les outils pour évaluer un converter adhésif industriel sur des critères concrets — que vous soyez acheteur, ingénieur bureau d’études ou responsable qualité — avant de lancer un projet prototype ou série.

Atelier converter adhésif industriel
1. Ruban adhésif brut vs pièce transformée : pourquoi la distinction est fondamentale
Ce que « transformer » veut dire concrètement
Un rouleau de ruban adhésif double face ou de mousse technique est un semi-fini. Il ne correspond à aucun besoin industriel précis tant qu’il n’a pas été transformé. La transformation couvre quatre opérations principales :
- La découpe rotative ou à plat : production de formes sur mesure (joints, rondelles, pastilles, contours complexes) à partir de bobines, avec des tolérances allant jusqu’à ±0,1 mm pour les pièces les plus critiques.
- Le complexage (ou lamination) : assemblage de plusieurs couches de matières différentes — mousse, film barrière, adhésif double face — pour créer un matériau composite aux propriétés combinées.
- Le conditionnement adapté : pièces livrées en bobine, sur liner, à plat en boîte, ou directement en kit par poste selon votre process de pose.
- L’adhésivage : application d’un adhésif sur une face d’une pièce non adhésive (mousse, feutre, film) pour créer une pièce auto-adhésive prête à coller.
Chacune de ces opérations suppose des équipements dédiés, un savoir-faire matière et une maîtrise des tolérances que n’ont pas les distributeurs généralistes.
Les gains réels pour votre ligne de production
Passer du ruban brut à la pièce transformée n’est pas un luxe. C’est un levier de productivité mesurable :
- Élimination de la découpe manuelle sur ligne : zéro geste parasite, zéro chute, zéro variabilité opérateur.
- Pose directe en quelques secondes, là où il fallait auparavant 30 secondes de découpe + 10 secondes de pose.
- Reproductibilité géométrique garantie : même pièce, même cote, même masse de colle — commande après commande.
- Réduction du stock matière côté client : on commande des pièces finies, pas des mètres linéaires à gérer.
La transformation adhésive déplace la valeur ajoutée du fournisseur vers votre ligne. Ce n’est pas une étape de plus — c’est une étape en moins dans votre process.
2. Les 4 grandes familles de pièces adhésives découpées

Exemple de gammes de produits réalisés par ATE
1. Joints d’étanchéité adhésifs (mousse PU, EPDM, silicone)
Les joints d’étanchéité découpés sont la famille la plus répandue en industrie. Ils créent des barrières contre l’eau, la poussière, les vibrations ou les gaz entre deux surfaces assemblées — directement collables, sans colle supplémentaire.
Matières les plus courantes en converting adhésif :
- Mousse polyuréthane (PU) : souple, légère, bonne compression — applications générales, électronique, automobile.
- EPDM cellulaire : résistance aux UV, à l’eau et aux températures extrêmes (–40 °C à +120 °C) — applications outdoor, façades, caissons industriels.
- Silicone expansé : résistance thermique jusqu’à +200 °C, inerte chimiquement — applications four industriel, médical, agroalimentaire.
- Mousses techniques 3M (VHB, 4200, 4500 series) : hautes performances mécaniques et d’étanchéité combinées.
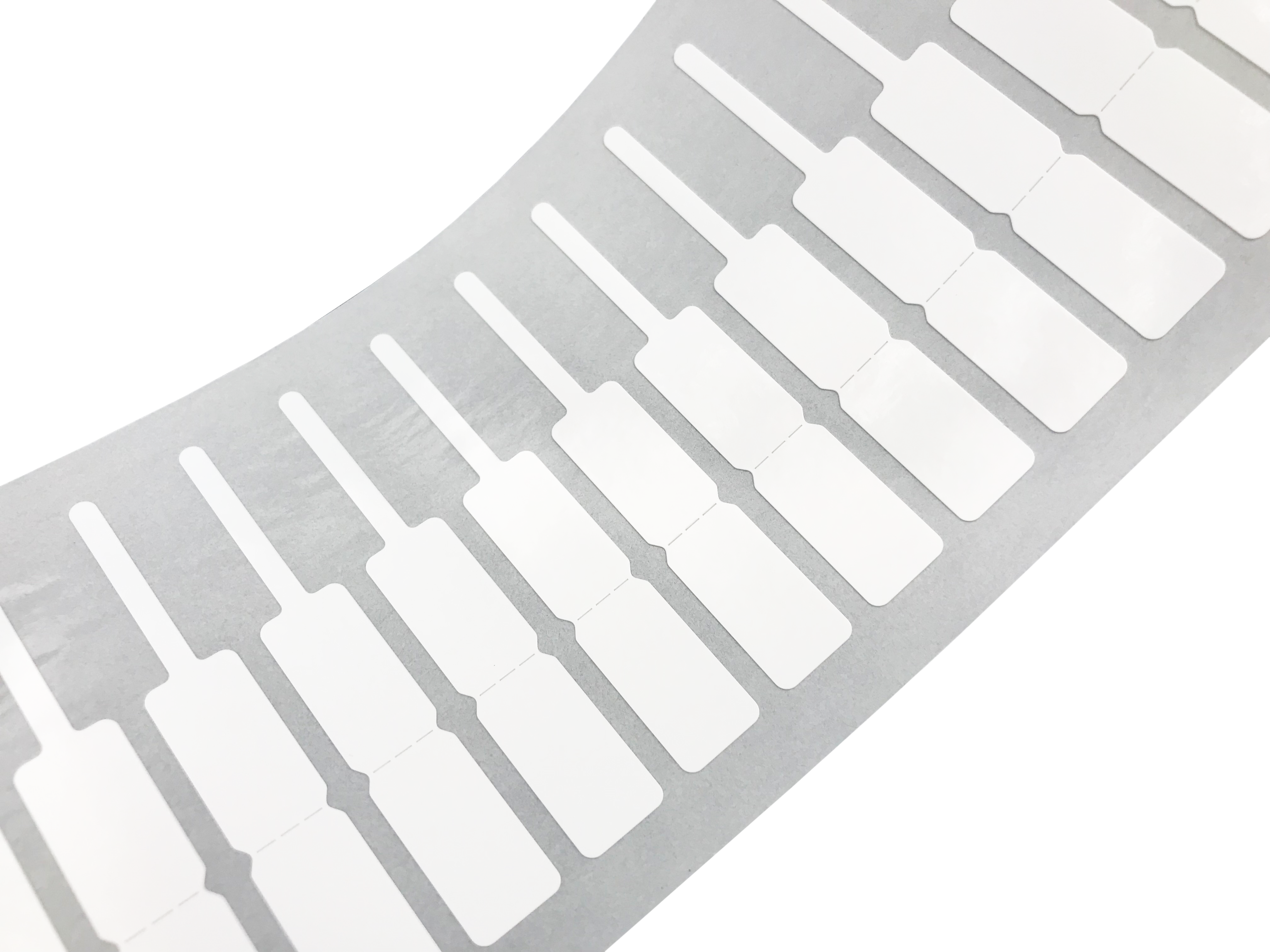
2. Étiquettes techniques et marquages permanents
Une étiquette technique n’est pas une étiquette de bureau. C’est un système complet — substrat + encre + adhésif — conçu pour tenir dans un environnement hostile : bain d’huile moteur, exposition UV prolongée, cycles thermiques répétés, stérilisation vapeur, solvants chimiques.
- Polyester (PET) : résistance chimique et dimensionnelle, lisibilité à long terme — standard industrie pour les secteurs de l’automobile et électronique.
- Polypropylène (PP) et polyéthylène (PE) : bon rapport coût/performance pour les applications générales.
- Films spéciaux : aluminium anodisé, polyimide (Kapton®) pour haute température, PTFE pour applications chimiques agressives.
| PET | PP/PE | Films spéciaux |
 |
 |
 |
La sélection de l’adhésif est aussi critique que le substrat : un adhésif acrylique permanent haute performance ne se comporte pas comme un adhésif repositionnable ou haute température série 9000.
3. Pièces de masquage et protection de surface
La pièce de masquage protège une surface pendant un traitement (peinture, sablage, traitement thermique, dépôt PVD), puis se retire proprement sans laisser de résidu. Elle remplace le masquage manuel avec une précision et une répétabilité incomparables.
Enjeux techniques du masquage industriel :
- Résistance à la température du process (séchage laque : 80–200 °C selon la finition).
- Absence de résidu adhésif au retrait.
- Tenue du contour sans infiltration au bord.
- Conditionnement permettant une pose rapide (liner à languette, bobine prédécoupée).
4. Assemblage structural (VHB, double face haute performance)
L’adhésif structural remplace la fixation mécanique (vis, rivets, soudure) dans des assemblages où l’esthétique, la légèreté ou la distribution des contraintes sont déterminantes. Les rubans VHB de 3M sont la référence du marché, capables de tenir des dizaines de kg/cm² en cisaillement.
On peut citer plusieurs types d’application comme par exemples les fixations de vitrage sur châssis, assemblage de panneaux de carrosserie, montage de composants électroniques sur dissipateurs, fixation de plaques décoratives sur façades.

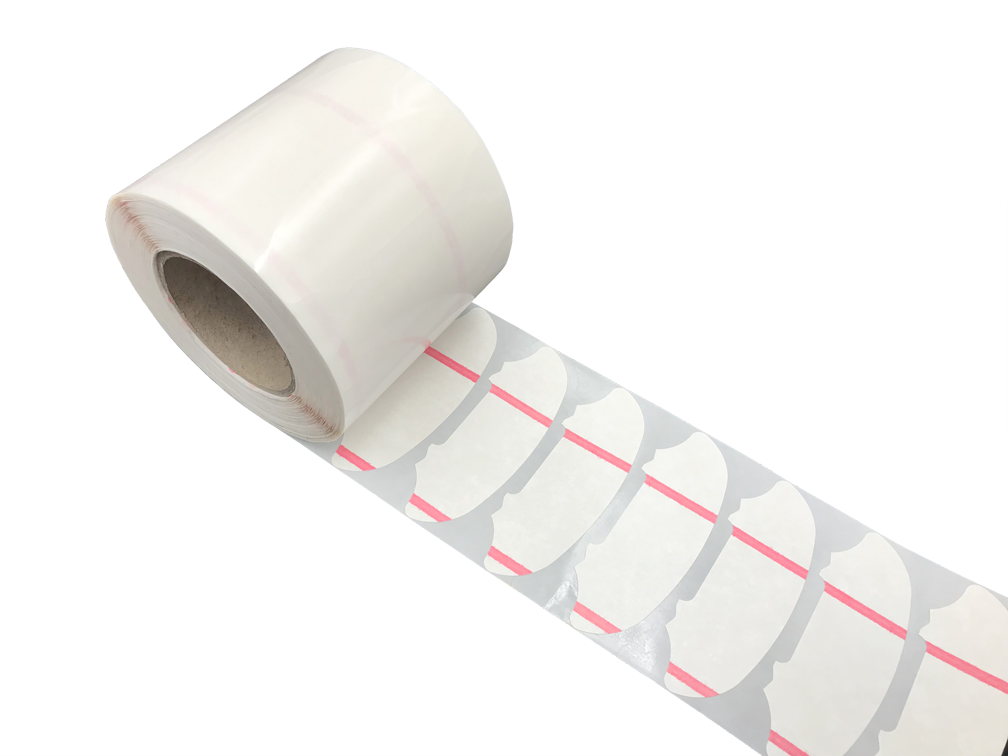
Pièce pièce adhésive sur mesure avec liner de protection
3. Les 7 critères pour évaluer un converter adhésif industriel
Ces critères permettent de distinguer un converter capable de tenir sur la durée d’un simple transformateur opportuniste — quelle que soit la taille de votre entreprise ou votre secteur.
Critère 1 — La maîtrise de l’outillage rotatif
La découpe rotative est la technologie de référence pour la production en série : vitesse, répétabilité, coût par pièce compétitif. Or, la grande majorité des converters sous-traite la fabrication de l’outillage (cylindre gravé ou plié) à des spécialistes extérieurs — ce qui implique des délais de 4 à 8 semaines pour un premier outil.
Un converter qui fabrique son outillage en interne change radicalement l’équation :
- Délai premier outil réduit à 1–2 semaines.
- Ajustements de cote réalisés en interne, sans retour fournisseur.
- Connaissance directe du comportement outil/matière, qui améliore la précision de découpe.
- Coût outillage optimisé — sans marge sur prestation extérieure.
Question à poser à votre converter : « Fabriquez-vous votre outillage rotatif en interne, ou le sous-traitez-vous ? » La réponse conditionne directement vos délais de mise en production et votre agilité en cas de modification de plan.
Critère 2 — L’accès aux matières premières techniques
Tous les converters n’ont pas accès aux mêmes matières. Un distributeur généraliste propose ce qu’il stocke. Un converter partenaire de 3M, Nitto, tesa ou Avery Dennison accède à l’ensemble de la gamme — y compris les références non distribuées en circuit standard.
Le statut de Preferred Converter 3M n’est attribué qu’à une poignée d’acteurs en France. Il garantit :
- L’accès à 100 % de la gamme 3M, dont les produits haute performance des séries Industrial Adhesives & Tapes.
- Un interlocuteur technique 3M dédié pour les projets complexes (formulation, validation, substitution de matière).
- La traçabilité lot fabricant sur les matières livrées — essentielle pour les industries certifiées.
Critère 3 — Les certifications qualité adaptées à votre secteur
Une certification qualité structure le process du converter et garantit que votre pièce sera produite de la même façon à la commande 1 et à la commande 500.
- IATF 16949 : obligatoire pour tout fournisseur de la chaîne automobile. Maîtrise des processus, gestion des non-conformités, traçabilité complète.
- ISO 9001 : base universelle de management qualité, applicable à tous secteurs.
- ISO 14001 : management environnemental — de plus en plus exigé dans les appels d’offres et démarches RSE.
- ISO 45001 : santé et sécurité au travail — indicateur de maturité du site industriel.
- UL : certification de sécurité électrique et incendie — requis pour certaines applications électronique et énergie destinées au marché nord-américain.
Critère 4 — La capacité à gérer des environnements contraints (salle blanche)
Certaines applications exigent des conditions de fabrication que la plupart des converters ne peuvent pas offrir. Le cas le plus fréquent : la salle blanche.
Une salle blanche ISO 7 garantit moins de 352 000 particules ≥ 0,5 µm par m³ d’air — soit un environnement 1 000 fois plus propre qu’un bureau standard. Indispensable pour les dispositifs médicaux, les capteurs d’analyse ou les composants optiques. Envie d’en savoir plus sur les spécificités des différentes classifications sur les salles blanches ? Découvrez notre article dédié au sujet
Demandez également si le converter dispose d’équipements de métrologie pour contrôler dimensionnellement les pièces produites. Un système de métrologie (optique ou à contact) est le garant d’une conformité cote par cote, pas seulement visuelle.
Critère 5 — Le conditionnement et l’intégration au process client
Une pièce adhésive parfaite sur le plan technique peut rapidement devenir un problème opérationnel si son conditionnement n’est pas adapté à votre poste de travail. Un converter industriel doit pouvoir vous proposer :
- Pièces en bobine sur liner : idéal pour les postes automatisés ou semi-automatisés.
- Pièces à plat sous sachet : adapté aux petites séries ou aux pièces fragiles.
- Pièces avec liner à languette de retrait : facilite la pose manuelle, réduit les erreurs.
- Conditionnement en kit par poste : chaque poste reçoit exactement le nombre de pièces pour sa séquence — zéro stock intermédiaire.
Critère 6 — La traçabilité et la gestion des non-conformités
Dans les industries certifiées (auto, médical, aéro), la traçabilité n’est pas optionnelle. Vérifiez que le converter peut vous fournir :
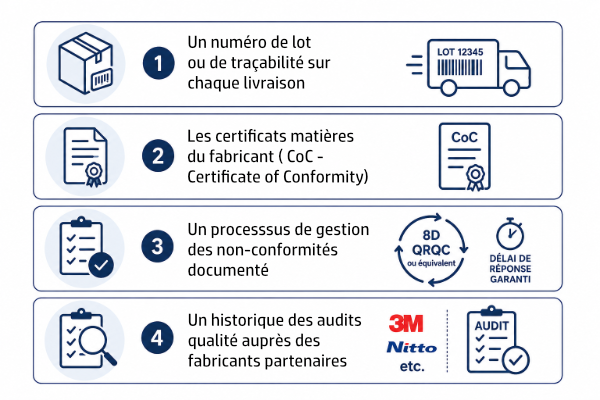
Critère 7 — La réactivité sur prototype et les délais série
Tout projet commence par un prototype. La capacité du converter à vous livrer rapidement un premier échantillon — sans outil définitif, par découpe jet d’eau ou laser — est déterminante pour votre calendrier de développement.
Ensuite, le passage en série doit être fluide : même converter, même matériau, même process. Un changement de fournisseur entre proto et série est source de dérives de cote et de comportement matière.
4. Tableau comparatif — Converter standard vs converter spécialisé
| Critère | Converter standard | Converter spécialisé (exemple : ATE) |
| Outillage rotatif | Sous-traité — délais 4-8 semaines. | Capacité d’être fabriqué en interne — délais 1-2 semaines. |
| Accès matière 3M | Gamme de distribution classique | Preferred Converter – gamme complète |
| Certifications qualité | ISO 9001 généralement | IATF 16949, ISO 14001, ISO 45001 |
| Salle blanche | Non disponible | ISO 7 disponible pour pièces critiques |
| Prototype | Process séparé, longs délais | Continuité process, même outil |
| Support technique | Commercial uniquement | Technique + support matière fabricant |
5. Cas concret : un équipementier automobile face à un problème d’adhésif récurrent
Entrephase isolante en Nomex
Contexte client
Une entreprise produit des moteurs électriques destinés à des véhicules de série. L’entrephase — pièce isolante en Nomex® intercalée entre les phases du bobinage statorique — était jusque-là posée et collée manuellement par une équipe d’opérateurs dédiée. Ce mode opératoire générait une forte variabilité du collage (positionnement, dosage adhésif, pression), des défauts qualité récurrents et un goulot d’étranglement sur la ligne de bobinage.
Diagnostic
L’audit réalisé conjointement avec le bureau d’études du client met en évidence trois causes structurelles :
- Le geste de pose manuel implique un dépôt d’adhésif liquide par opérateur — variable en quantité, en répartition et en temps de prise selon les conditions ambiantes.
- La pièce Nomex® livrée brute (non adhésivée) impose un poste de collage dédié en amont du bobinage, mobilisant en permanence une équipe complète d’opérateurs.
- L’absence de référence dimensionnelle reproductible sur le positionnement de la pièce dans l’encoche statorique génère des reprises et des rejets en contrôle final.
Solution mise en place
- Adhésivage en amont par le converter : l’entrephase Nomex® est livrée pré-adhésivée avec un adhésif sensible à la pression (PSA) qualifié pour les températures de service du moteur électrique.
- L’opérateur (ou le robot) n’a plus qu’à retirer le liner et positionner la pièce.
- Découpe sur mesure à la forme exacte de l’encoche statorique, avec tolérances dimensionnelles maîtrisées, permettant une intégration directe sur la ligne de bobinage automatisée.
- Conditionnement adapté au poste : pièces à plat sur liner avec languette de retrait, ou bobine selon le mode de pose (manuel résiduel ou robotisé).
- Validation conjointe avec le fabricant de matière (Nomex®) et qualification du procédé selon le référentiel PPAP du client.
Résultat
Suppression complète du poste de collage manuel : l’équipe dédiée a été redéployée sur d’autres opérations à valeur ajoutée. Variabilité du collage éliminée, défauts qualité liés à l’adhésif divisés significativement, et cadence de la ligne de bobinage augmentée par la suppression de l’étape de collage en amont.
Ce que ce cas illustre : Le converter ne se contente pas de fournir une pièce — il transfère une opération complète (le collage) hors de la ligne du client. Pour les industriels en pleine montée en cadence sur la mobilité électrique, déléguer l’adhésivage à un converter spécialisé, c’est libérer de la capacité humaine et machine sur le cœur de métier : le bobinage et l’assemblage moteur.
6. Ce que le statut « 3M Preferred Converter » change concrètement
3M produit des milliers de références d’adhésifs et de matières techniques. Tous ne sont pas accessibles via la distribution classique. Le programme Preferred Converter de 3M sélectionne un nombre très limité de transformateurs répondant à des critères stricts de qualité process et de compétence technique.
Accès à la gamme complète, dont les références non distribuées
- Les séries VHB haute performance (4910, 4950, 5952…) dans toutes les épaisseurs.
- Les adhésifs haute température série 9000 pour applications thermiquement contraintes.
- Les mousses techniques acoustiques, films barrière, membranes respirantes.
- Les adhésifs électroconducteurs et thermoconducteurs pour applications CEM et gestion thermique.
Support technique 3M direct : formulation, test, validation
Au-delà des matières, le Preferred Converter bénéficie d’un accès direct aux ingénieurs applications 3M pour les projets de développement conjoint : sélection d’une matière pour une application nouvelle, test de vieillissement accéléré, validation PPAP ou dossier de qualification réglementaire.
Pour le client industriel, cela signifie une chaîne technique complète sans intermédiaire : le converter comprend votre besoin, le fabrique, et peut s’appuyer sur l’expertise du fabricant de matière pour valider la solution.
7. Comment lancer un projet de pièce adhésive sur mesure ?
Ce qu’il faut préparer avant le premier contact
Plus votre cahier des charges initial est précis, plus vite vous obtiendrez un prototype exploitable. Voici le minimum à avoir :
- La forme et les cotes : un plan DXF ou PDF coté est idéal. À défaut, une description avec dimensions clés (longueur × largeur × épaisseur, rayons de coin).
- La matière souhaitée ou la fonction recherchée : étanchéité, absorption de vibrations, masquage ou assemblage.
- L’environnement d’utilisation : température max, exposition chimique, durée de vie attendue, conditions de pose (manuel, robotisé, four).
- Les volumes et la cadence : prototypes (5–20 pièces), pré-série (100–500 pièces), série (volumes mensuels).
- Les contraintes de conditionnement : bobine, sachet, liner spécifique, kit poste.
Si vous n’avez pas toutes ces informations, un bon converter vous posera les bonnes questions. Mais plus vous en apportez, plus la réponse sera rapide et pertinente.
Du prototype à la série : délais et outillage
| Etape | Technologie | Délai | Objectif |
| Prototype sans outil | Jet d’eau / laser | 3 à 7 ouvrés | Valider forme et matériau |
| Validation & ajustement | Re-prototypage si besoin | Inclus | Figer le plan |
| Outil rotatif + 1ère série | Fabrication interne | 2 à 4 semaines | Passage en production série |
| Réappro série | Outil existant | 5 à 15 jours ouvrés | Selon volumes et stocks |
L’investissement dans l’outil est amorti en quelques milliers de pièces selon le prix unitaire. Pour les petits volumes durables, certains converters proposent des solutions outillage partagé ou outillage loué.
8. FAQ — Les questions que posent les acheteurs et bureaux d’études
Quelle est la différence entre un converter adhésif et un distributeur de rubans ?
Un distributeur vend des bobines standard. Un converter transforme ces matières en pièces sur mesure — découpe, complexage, conditionnement — pour livrer un composant directement intégrable dans votre process. La valeur ajoutée est dans la transformation, pas dans la matière brute.
Qu’est-ce qu’un 3M Preferred Converter et pourquoi est-ce important ?
C’est un statut attribué par 3M à un nombre très limité de transformateurs (4 en France) ayant prouvé leur niveau de qualité process et leur compétence technique. Il garantit l’accès à l’intégralité de la gamme 3M — dont les références non distribuées — et un support technique direct des ingénieurs 3M.
Quels sont les délais typiques pour une pièce adhésive découpée sur mesure ?
Pour un prototype sans outil : 3 à 7 jours ouvrés. Pour la production série avec outil rotatif fabriqué en interne : 2 à 4 semaines de la commande à la première livraison. Les réapprovisionnements sur outil existant prennent généralement 5 à 15 jours ouvrés.
Peut-on faire une petite série avant de lancer un outil rotatif ?
Oui. La découpe jet d’eau ou laser permet de produire des petites séries (de quelques pièces à quelques centaines) sans outil dédié. C’est la solution pour valider un produit en développement, répondre à un besoin urgent ou tester plusieurs variantes matière avant de figer un plan.
La salle blanche est-elle vraiment nécessaire pour des pièces médicales ?
Cela dépend de votre application et de votre classification de dispositif médical. Pour des pièces en contact direct avec le patient ou intégrées dans un environnement stérile, la production en salle blanche ISO 7 est souvent exigée par votre système qualité ou votre donneur d’ordres.
Comment un converter peut-il m’aider si je ne connais pas la matière dont j’ai besoin ?
C’est précisément le rôle du support technique. En décrivant votre application (environnement, contraintes, durée de vie, process de pose), un converter expérimenté recommande la matière adaptée, vous propose des échantillons à tester et vous accompagne jusqu’à la validation. Vous n’avez pas besoin d’arriver avec une référence produit — vous arrivez avec un besoin.
Conclusion
Choisir un converter adhésif industriel, ce n’est pas comparer des prix au mètre linéaire. C’est choisir un partenaire industriel capable de comprendre votre process, de sélectionner la bonne matière dans un catalogue de plusieurs milliers de références, de produire des pièces conformes à vos tolérances sur la durée, et de réagir vite quand votre besoin évolue.
Les 7 critères présentés dans cet article forment une grille d’évaluation applicable à n’importe quel projet : outillage maîtrisé, accès matières, certifications, capacités environnementales, conditionnement, traçabilité, réactivité.
Si vous avez un projet en cours — prototype à qualifier, série à lancer, problème matière à résoudre — la première étape est un échange technique.
À propos d’ATE — Alsace Techniques Étiquetage
Fondée en 1989 et basée en Alsace, ATE est un converter industriel certifié IATF 16949, ISO 14001 et ISO 45001, opérant une salle blanche ISO 7. ATE est l’un des quatre 3M Preferred Converters en France et dispose de Rototechnix, sa filiale de fabrication d’outillage rotatif en interne. ATE sert plus de 300 clients dans 23 pays dans les secteurs automobile, médical, électronique, énergie et industrie générale.